In order to thrive in the digital age, we recommend that manufacturers redesign the value chain based on current and ever-changing cost dynamics, and use the technology of the new era to make their value chain more organic and intelligent. To this end, while evolving to digital, companies must be prepared to meet changing talent needs.

Since the 1990s, many procurement and manufacturing decisions have been based on the perception that Asia (especially China), Eastern Europe, and Latin America are lower-cost regions, while the United States, Western Europe, and Japan are more costly regions. However, this view is getting out of date. Changes in payroll, transportation and distribution costs, productivity, and energy availability are disrupting traditional perceptions—where to source, where to produce, and how to bring products to market. The total delivery cost must be analyzed before deciding the best location for the supply, manufacturing and assembly operations on a global scale.
At the same time, the era of digital manufacturing and operations has arrived and is still evolving rapidly. Technological advances and growth in the areas of big data and analytics, cloud, Internet of Things (IoT), robotics and incremental manufacturing are rapidly changing industry dynamics. As manufacturing becomes more knowledge-intensive, these technologies have ignited a huge chain reaction in the related industries of supply, support and service manufacturing, and the nature of the work in these related industries has begun to change.
In the era of digital operations, information previously created by humans is increasingly generated by machines and objects - from sensors, RFID tags, meters, brakes, GPS, and so on. Inventory will be counted by itself. The container can detect the contents. Manufacturing assembly will automate robotization and analysis. The entire supply chain will be integrated – not only in the general sense of customers, suppliers and information, but also in the components, products and other smart tools used to monitor the supply chain. A comprehensive connection will enable global networks to plan and make decisions in real time.
In addition, advanced analytics and modeling will help decision makers evaluate alternatives based on an extremely complex and dynamic set of risks and constraints. A smart system will automatically make certain decisions - thereby improving responsiveness and reducing the need for human intervention.
In order to thrive in the digital age, we recommend that manufacturers redesign the value chain based on current and ever-changing cost dynamics, and use the technology of the new era to make their value chain more organic and intelligent. To this end, while evolving to digital, companies must be prepared to meet changing talent needs.
The changing economic characteristics of global manufacturing
Many companies have found that manufacturing operations are of great significance to the customer market today. Business decision makers know that they increasingly need to adjust manufacturing activities and rethink global value chains to address changes in operating costs and conditions in traditional outsourcing and production platforms. Given the rising labor costs in China and other emerging low-cost regions, high supply chain and logistics costs, and significant differences in electricity and natural gas costs around the world, many companies need to relocate manufacturing and production locations.
Many labor-intensive jobs are moving from China to Southeast Asia or emerging low-cost regions. However, in industries that are more sensitive to transportation costs, such as consumer goods and home appliances, many companies are adopting a “nearshore†strategy – moving manufacturing operations closer to or in key markets. This trend is most evident in Mexico and the United States, which target the North American market, and Central and Eastern European countries that target the European market. As China's labor costs soar, the labor costs of manufacturing in the United States and the Czech Republic decline, and the advantages of the near-shore strategy are further enhanced.
Rapid changes in wages, labor capacity, energy costs, and exchange rates have driven radical changes in the structure of related manufacturing costs. As companies reassess and adjust their global procurement networks and production scales, they must evaluate their production locations based on total delivery costs and service levels. While direct manufacturing costs may be lower in some economies, it is necessary for companies to consider multiple value chains, including component and material supply, assembly, packaging requirements, and additional transportation and logistics costs. Another consideration is the hidden costs of a broader global value chain, such as speed to market, greater agility, and greater ability to segment custom products and services for specific markets.
Digital innovation support technology
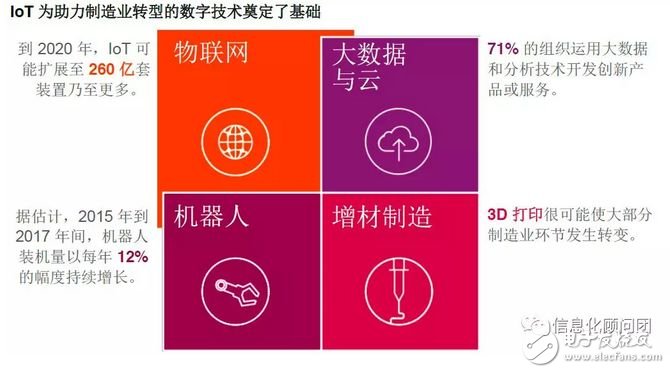
Continued advances in big data and analytics, cloud, Internet of Things (IoT), robotics and additive manufacturing offer new opportunities for efficiency and optimized manufacturing processes, and have a huge impact on global value chains. These technologies help reduce labor, help regionalization and localization become more economical, and improve customer service and productivity levels at all levels.
Big data, analytics and cloud
In the 2014 survey of manufacturers, almost half of the respondents pointed out that big data and analysis will have a significant impact on the performance of the company, while more than 70% of the respondents expect that technology will change the future manufacturing operations management the way. Operations executives recognize that the ability to collect and analyze all aspects of the value chain in real time may be more powerful than previous transactional, case-specific data collection and analysis capabilities.
Operational analysis is available for almost every operational process, including network optimization, real-time event management, and across all time boundaries. Analysis enhances manufacturing capabilities so inventory and production decisions can be made without human intervention, and it also helps determine the root cause of duplicate defects or repeated delays in delivery.
In general, driven by technological advances in the areas of cloud computing, mobility, data storage, and security management, the maturity of analytical capabilities is increasing and undoubtedly affecting the adoption of operational analytics. With historical and real-time data from across the value chain, leaders can make more timely, insightful decisions and optimize value chains to more effectively leverage resources to deliver the best products and services to their customers.
Cloud computing is supported by big data and analytics innovation. Cloud computing helps companies gain more insight into the vast amounts of data they collect from transactions, social networks and mobile apps every day. The adaptability of cloud computing provides the foundation for deploying new analytics, social and mobile solutions, and sharing data with partners and customers. By enabling organizations to quickly adapt processes, products and services to meet the changing needs of customers, employees and partners, cloud computing can help manufacturers reduce innovation, prototyping and time-to-market.
Internet of Things
The early stages of the Internet included the connection of people to static information, and recently the Internet has evolved into a human-to-human connection. Today, the Internet continues to evolve, connecting people and things, things, and everything, through the interconnection of chips, sensors, and brakes, capable of sensing, capturing, communicating, and actively responding to billions of smart devices of all types of data. Real-time implementation.
The Internet of Things represents an evolutionary process in which objects can interact with other objects without human intervention. Human decision-making based on monitoring results is shifting to real-time forecasting insights and automated decision making. As the number of devices connected to the Internet grows exponentially, the ability of enterprises to send, receive, collect, analyze, and respond to interconnected device events is also increasing.
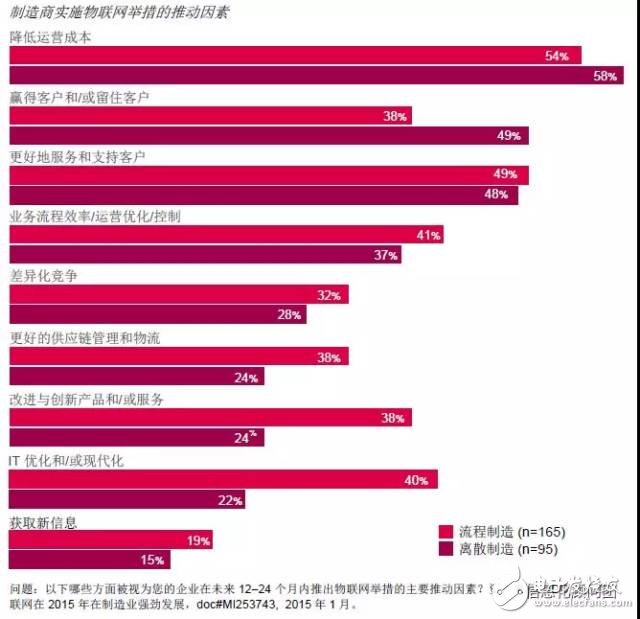
Manufacturers have adopted the Internet of Things for a variety of reasons. In general, they want to achieve the chain of things in the value chain – from raw material procurement to customer delivery and, in some cases, maintenance and service of delivered projects.
Intelligent IoT systems enable rapid manufacturing of new products, dynamic response to product requirements, and real-time optimization of manufacturing and supply chain networks through the interconnection of machines, sensors and control systems. The IoT system has been extended to asset management through predictive maintenance, statistical evaluation and measurement to help improve reliability. Smart industrial management systems can also be integrated with smart grids for real-time energy optimization. In addition, IoT and cloud-based GPS solutions increase insight into in-transit shipments. These solutions make it possible to track individual items by transmitting data such as identity, location, temperature, pressure and humidity through chips that "talk" to each other.
robot
As new areas of applied robots continue to be discovered throughout the value chain, the use of robots in manufacturing continues to rise – from production, warehousing, distribution to customer delivery. Robots can help companies reduce or eliminate defects, increase productivity, and localize their supply chains in a cost-effective manner. As part of the Internet of Things, these robotic devices transmit and receive signals through applications to adapt to changing production and logistics environments. While some technologies are still under development, such as unmanned trucks, ships and airplanes, some technologies have now transformed the value chain.
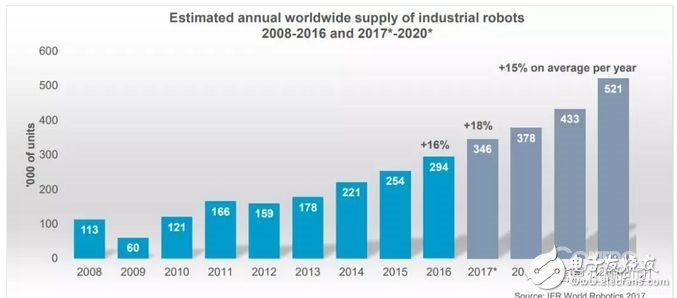
According to estimates by the International Robotics Alliance, the installed base of robots increased by 16% in 2016 and is expected to continue to grow by 15% per year by 2018. At the same time, although the main customer of the robot, the automotive industry, is the main driving force for this growth, the use of robots has also grown in other industries, including electrical/electronics, rubber and plastics, pharmaceuticals, food and beverage, and metals and machinery. .
The use of robots can reduce the demand for labor to a certain extent, while improving the recycling rate and quality, thus triggering a new transformation. The reduction in labor means that assembly tasks can be carried out anywhere, not only in the location of cheap labor, but also in the localization of production.
Additive manufacturing
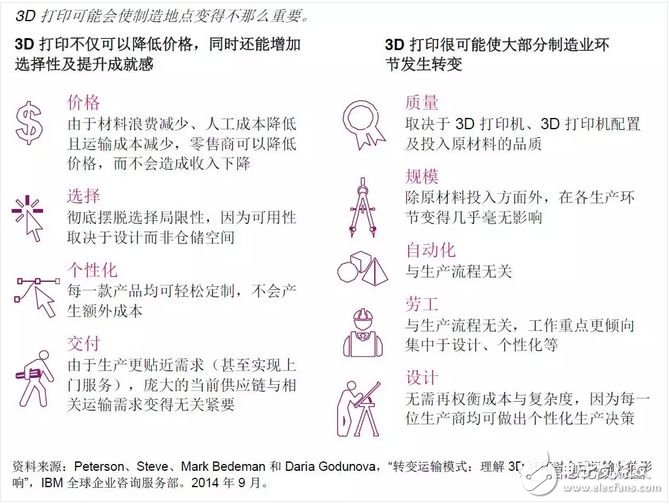
Additive manufacturing (often referred to as 3D printing) includes many techniques based on a variety of different physical mechanisms, a common feature of which is the generation of three-dimensional physical objects from digital models. Because of the additive nature of this process, the material is placed only when needed, and this technique can significantly reduce material waste compared to conventional manufacturing techniques. The technology was originally used for rapid prototyping for shape and suitability testing, and its field of application continues to evolve into the manufacture of finished products. Despite the continued advancement of this technology, the number of finished products using 3D printing is still relatively low compared to conventional manufacturing methods. However, advances in new designs and the availability of raw materials have made it more practical to manufacture near-end components in an economical manner. In fact, a recent study by the IBM Institute for Business Value points out that globally, 3D printing is changing the design, production, transportation, and consumption of products, making local manufacturing a truly viable option.
Advances in these technologies will continue to influence the way and location of work development and decision making. This has great significance for the instrumentation value chain. Companies need to rethink their equipment strategy, information technology capabilities, and manufacturing processes, and identify the most effective intervention points for optimizing systems. In addition, companies must hire and retain the talent to manage these interventions so that they can operate well in the new situation.
Digital innovation requires knowledge workers
Advanced manufacturing technology quickly transforms the global competitive landscape by combining industrial automation with information technology to optimize the efficiency, productivity and productivity of the plant and supply network. These new technologies and more non-manufacturing equipment, high-tech services, IT support, massive analysis and the use of higher-end devices have created a “chain reaction†that can create millions of jobs in other areas.
Smart manufacturing centers are surrounded by dynamic supplier networks, external support companies and external service organizations at all levels to create the indirect jobs necessary to supply, support and serve these peripheral organizations. Understanding these new manufacturing ecosystems will help industry leaders once again demonstrate the key role that manufacturing plays in creating jobs. To operate in the digital age of smart manufacturing, companies need more professional and skilled employees, including technicians, data analysts, financial planners, R&D innovators, logistics and transportation professionals who maintain highly automated, IT-driven manufacturing processes. People, customer service and technical support professionals, regulatory affairs and security professionals, modeling and simulation experts work together to optimize plant output.
On average, the manufacturing multiplier is 1.58, which means that a typical manufacturing plant with 100 people can actually provide 158 jobs. As the factory becomes more advanced, the multiplier will be greatly improved. 12 To hire and train the right people to help the industry move forward, simply looking for people with the necessary skill sets to take on more traditional manufacturing roles (such as engineering design) is far from satisfactory. The digital age requires a workforce that is mobile, interconnected, and working through cloud computing. Many companies are struggling to find the technical and managerial talent necessary to develop and operate innovative manufacturing tools and systems.
The education system must be constantly adjusted to meet these critical needs in different industries and regions. A recent study by the IBM Institute for Business Value pointed out that academic leaders learned that they needed to change the materials to cope with the disruption caused by new technologies. In fact, 73% of academic leaders know that technology is subverting traditional education models, and 56% of education service providers understand that employee skills are keeping up with the rapid advancement of technology is one of their most serious challenges.
Obviously, it is necessary to enhance the knowledge and skills of employees through additional training. Many companies also work with partners in the broader value chain to acquire the skills needed for digital innovation.
Suggest
Redesign your value chain network
A deeper insight into highly instrumented and interconnected value chains can help companies identify and eliminate global manufacturing and delivery bottlenecks and quality issues. In addition, big data and analytics can be used to evaluate a wide range of options for supply, manufacturing, and distribution – and to flexibly reconfigure as the situation changes.
Use millions of smart objects (IoT) to report whereabouts, temperature fluctuations, and even theft or tampering.
Leverage real-time connectivity across the entire value chain to quickly and coordinatedly respond to the modeling and simulation of the entire network.
Implement an intelligent system that evaluates constraints and alternatives, allowing decision makers to simulate different course of action.
Use analytical knowledge to complement business knowledge. Start by experimenting with new technologies that enable digital operations.
Follow the digital trend to reorganize the value chain
Utilize robots and IoT technology to achieve the integration of operations. Sensors, RFID tags, meters, brakes, GPS and other devices and systems will generate more value chain information that was previously impossible with human resources. Self-reported shipping containers, trucks, products and components will replace human tracking and monitoring.
Achieve operational connectivity with logistics and other business partners.
Implement incremental manufacturing, robotics, and IoT technologies in your manufacturing and assembly processes to automate, increase efficiency, and reduce operating costs where appropriate.
Interconnect value chain transactions with objects and machinery used to manufacture products in real time.
Innovate your value chain and differentiate products and services through interconnection.
Retain employees and collaborate with partners
Make sure your employees have the necessary skills to meet future manufacturing needs. As manufacturing requirements for analytical and technical capabilities continue to increase, finding the right people is a challenge.
Designate a strategic employee plan to determine the need to build a workforce within the organization or to mine talent outside the company.
Enhance your skills gap through a partner network while optimizing your global talent network.
Develop a formal career path for analysts through a rapid skills development program.
Using employee analytics to manage the supply and demand of human capital is like using advanced analytics to manage tangible assets.
Are you ready for digitization?
The implementation of digital manufacturing and operations has a major impact on finance, as new technologies enhance automation and control and thus improve quality. As your business prepares for digital innovation, consider the following questions:
Based on the current global economic framework, how does your business rethink and redesign the procurement and manufacturing operations, as well as the entire value chain network? Do you consider the overall delivery cost when making these important decisions or continuing to seek a low-cost workforce solution?
How do you leverage big data and advanced analytics to respond instantly to operational disruptions and changes in customer demand?
To what extent does your business adopt a specific digital operations strategy, including the deployment of new-era technologies such as the Internet of Things and robotics?
Why are your companies reluctant to implement the latest technologies, especially those that improve operational efficiency, improve customer experience, and drive innovation? How to remove obstacles?
How does your business reconfigure and retain global talent resources (both within the company and across the entire partner network) to support digital manufacturing and operations?
Steel Crossarm,Steel Cross Arm,Steel Cross Brace,Galvanized Steel Cross Arm
Jiangsu Baojuhe Science and Technology Co.,Ltd. , https://www.galvanizedsteelpole.com